-

-
上海志辰实业有限公司
Shanghai Zhi Chen Industrial Co., Ltd.
13816960458


热门搜索:

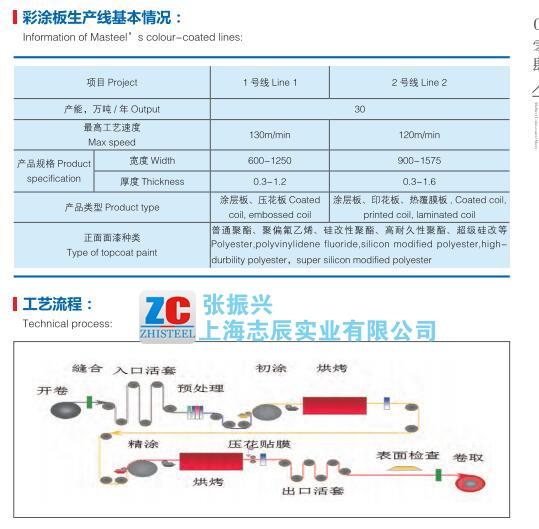
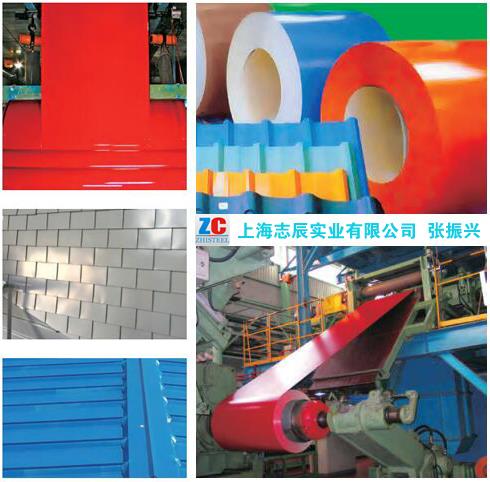
马钢彩涂生产线关键技术和设备从意大利法塔公司引进,采用二涂二烘的辊涂法生产工艺。基板采用马钢自产的热镀锌钢板或冷轧钢板。基板热镀锌钢卷或冷轧卷经过清洗和表面化学预处理后,进行辊涂及烘烤固化,在冷却之前还可以进行压花、印花和贴膜处理。该生产线产品规格为0.3~1.5*600~1575mm,主要品种有单面涂,双面涂、单层涂、双层涂、压花、印花、贴膜等。牌号:TSGCC、TSGCD、TSZACC。产品具有优良的耐腐蚀性和装饰性,广泛应用于建筑内外墙壁和门窗、轻工家电和家具等领域。


***马钢彩涂板卷现货资源***
规格 材质 颜色 价格 可供吨位
0.35*1000/1200*c TSGCC 海蓝/白灰/瓷蓝/深豆绿/绯红/银色/铁青灰
0.40*1000/1200*c TSGCC 海蓝/白灰/瓷蓝/深豆绿/绯红/银色/铁青灰
0.45*1000/1200*c TSGCC 海蓝/白灰/瓷蓝/深豆绿/绯红/银色/铁青灰
0.50*1000/1200*c TSGCC 海蓝/白灰/瓷蓝/深豆绿/绯红/银色/铁青灰
0.60*1000/1200*c TSGCC 海蓝/白灰/瓷蓝/深豆绿/绯红/银色/铁青灰
0.80*1000/1200*c TSGCC 海蓝/白灰/瓷蓝/深豆绿/绯红/银色/铁青灰
1.00*1000/1200*c TSGCC 海蓝/白灰/瓷蓝/深豆绿/绯红/银色/铁青灰
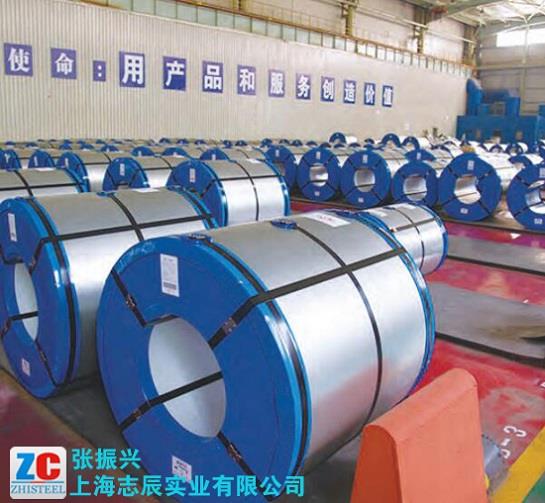
马钢镀锌板现货资源
镀锌卷 SGCC-CT 0.38*1000*C 马钢 6,550.00 无花正品精包Z80 涂油
镀锌卷 DX51D-C1+Z 0.39*1000*C 马钢 6,550.00 无花-正品精包Z80 涂油
镀锌卷 SGCC-CT 0.4*1000*C 马钢 6,350.00 无花-正品精包Z80 涂油
镀锌卷 DX51D-C1+Z-2 0.41*1250*C 马钢 6,350.00 无花二级精包Z275 涂油
镀锌卷 DX51D-C1+Z 0.43*1000*C 马钢 6,330.00 无花正品精包Z80 涂油
镀锌卷 DX51D-C1+Z 0.44*1250*C 马钢 6,680.00 无花正品精包Z275 涂油
镀锌卷 DX51D-C1+Z 0.44*1250*C 马钢 6,680.00 无花正品精包Z275 涂油
镀锌卷 SGCC-CT 0.45*1000*C 马钢 6,330.00 无花正品精包Z80 涂油
镀锌卷 JDC1+Z-2 0.47*1219*C 马钢 6,050.00 无花二级精包Z80 涂油
镀锌卷 DX51D-C1+Z 0.48*1000*C 马钢 6,250.00 无花正品精包Z80 涂油
镀锌卷 SGCC-CT 0.48*1200*C 马钢 6,240.00 无花正品精包Z80 涂油
镀锌卷 DC51D+Z正品 0.55*1250*C 马钢 6,400.00 无花精包Z275 钝化涂油
镀锌卷 SGCC-裸包 0.58*1200*C 马钢 4,900.00 0.370 无花裸包
镀锌卷 DX51D+Z裸包 0.6*1080*C 马钢 5,450.00 5.060 无花裸包Z80
镀锌卷 DX51D+Z裸包 0.6*1219*C 马钢 5,450.00 2.990 无花裸包Z80
镀锌卷 DX52D-JD2+Z-2 0.6*1250*C 马钢 6,200.00 无花二级精包Z120 涂油

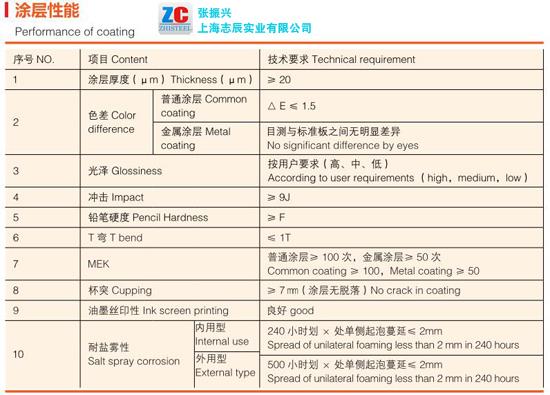
一、马钢彩钢板产品执行标准
Standards of product
GBT12754《彩色涂层钢板及钢带》
JsG3312《预涂装热镀锌钢板及钢带》
EN10169-1《连续**涂层(卷涂)钢板产品*1部分一般信息(定义、材料、公差、试验方法)》
EN10169-2《连续**涂层(卷涂)钢板产品*2部分建筑外用产品》
EN10169-3《连续**涂层(卷涂)钢板产品*3部分:
建筑内用产品》
ASTMA755《以热镀金属镀层钢板为基板并采用卷涂工艺生产的建筑外用预涂层钢板》
QMGB465《彩色涂层钢带》
二、马钢彩钢卷基板
Base plate
马钢彩涂基板主要有热镀锌板(G丨)、热镀铝锌板(GL)等。
The base plate of prepainted coil of masteel are hot-dip zinc coated
coil(gi), hot-dip aluminum-zinc alloy coated coil(GL)

1.热镀锌基板彩涂板除表面涂层有良好的耐腐蚀性外,镀锌层对基板也有很好的防腐蚀作用。马钢热镀锌板为无锌花表面,彩涂板涂层表面光滑美观;锌层重量可以根据您的需求确定。
2.热镀铝锌基板(GL)镀层成分为(质量分数):55%A、1.5%Si、43.5%Zn,镀层具有*特的富铝和富锌两相结构,使得同等镀层厚度的镀铝锌彩涂板比镀锌彩涂板具有更高的耐蚀性能,正常环境下前者是后者的4-6倍。
三、马钢彩钢卷检测控制
Test and control
马钢彩涂板在产品质量上采取的是从生产到应用的全流程控制、跟踪的方法,确保您购买到放心的产品
1.产品常规检验
Conventional test
DJH膜厚系统
DJH system for thickness test
涂层厚度是保证涂层性能的重要指标。
DJH膜厚测定系统能准确测定各涂层的厚度,是目前国际上较精确的涂层厚度测定系统。
涂层色差及光泽
Color difference and glossiness
严格的色差及光泽度控制,保证了不同批次产品颜色的一致性,为您使用提供了外观质量的**。
2.杯突、冲击、T弯、铅笔硬度
Ball punch deformation, Impact, T-bending, Pencil hardness
杯突、冲击、T弯及铅笔硬度是衡量涂层加工应用性能的重要指标,通过质量检验与控制,确保每批产品不同性能的合理匹配,实现加工应用需求。
3.加速腐蚀、老化试验
Accelerated corrosion and aging test
加速腐蚀、老化试验是考察彩涂板涂层耐久性的快捷手段马钢彩涂板实验室定期对产品进行耐久性加速试验,确保产品的性能。
4.户外暴晒试验
Outdoor exposure test
户外暴晒是考察涂层耐久性能较直接、较真实的方法。马钢彩涂板自投产以来就选定了不同气候条件的户外暴晒点进行产品的户外耐久性试验。自2005年以来,分别在万宁、琼海、广州、青岛、沈阳、江津、若羌等户外大气暴晒场开展户外暴晒试验。通过户外暴晒试验,考察产品在冷、热、潮湿、腐蚀等真实的环境条件下颜色、光泽、外观质量的保持力,以及耐腐蚀性能的优异程度。
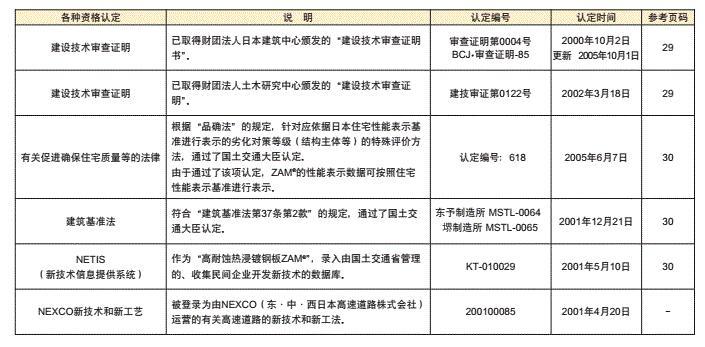
5.马钢彩涂卷品质认证
公司通过了|sO9001、GB/T24001、GB/28001质量认证,建立和完善了一整套质量保证体系。彩涂板产品获得中国钢铁工业协会授予的冶金产品实物质量金杯奖。在一整套质量保证制度下,从定货到生产、发货都有完整的规程,并实行整体ERP( EnterpriseResource plan)信息化管理。
完整的质量控制与检测手段、严格的质量把关程序,确保马钢出厂的每一批产品质量达到国内良好水平和国际同类产品的水平。
四、马钢彩钢板使用指南
1.选材 Selection
优异的彩涂板产品品质是确保良好使用效果的前提,合理的选材不仅可以较大限度降低成本,还是实现您期望的使用效果的重要保证。
2.选材应考虑的因素 Factors considered
力学性能要求:力学性能主要依据用途、加工方式和变形程度等因素进行选择。例如,对于不需要承重,且加工时变形不复杂的应用领域,通常选SGCC、DX51D基板彩涂板;对于有承重要求的构件,就应根据设计要求选用合适的结构彩涂板,如S280基板彩涂板等。
3.选用基材
基板类型和镀层重量:基板类型和镀层重量是影响彩涂板耐腐蚀性的重要因素,应根据用途、环境腐蚀性使用寿命和耐久性等因素进行选择。室外用彩涂板通常选用热镀铝锌锌基板和热镀锌基板,且镀层重量的增加耐腐蚀性提高。例如,在工业污染严重或沿海潮湿地区,建议使用镀锌层重量为180gm2以上镀锌板或铝锌镀层重量为150g/m2以上镀铝锌板。室内装饰或家电用彩涂板可以选用冷轧板作为基板。
4.涂层种类选择
Factors be considered
彩涂板涂层是影响其使用效果的关键因素,选材时应根据不同的用途、不同环境因素、不同寿命要求等确定合适种类的涂层。例如,在沿海潮湿地区,建议使用涂层耐久性高的彩涂板(如PVDF、HDP等);在工业污染严重区域,不仅要考虑彩涂板较好的耐腐蚀性要求,还应考虑涂层耐污染性能,如选择PDF彩涂板、耐候王彩涂板、易清洁涂层彩涂板等。
5.储存、运输和装卸
Storage, transportation and loading/unloading
储存
产品应存放在干净整洁、干燥通风的环境中,避免露天存放,避免各种腐蚀性介质的侵蚀避免存放在易发生结露和温差大的地方,若受潮,必须作重卷处理,并立即干燥以防材料变质注意不要将两个以上钢卷重叠堆放,以免损坏涂层。避免堆放时间过长,先进、先出的仓储原则能避免彩涂板因堆放时间过长而损坏;
运输装卸:
ransportation and loading/unloading
·产品应按出厂时的状态进行运输,不能随意拆卸原有包装;吊装时应该使用**吊具或使用保护垫等防护装置,以免损坏产品;运输装卸时,钢卷应固定牢固,避免在运输过程中产生相对移动或滚动而造成涂层表面损伤或发生意外事故。
产品应存放在干净整洁、干燥通风的环境中避免露天存放避免各种腐蚀性介质的侵蚀
五、加工
Machining
加工彩涂板时,应注意以下事项 Follow matters should be noticed when machining
注意不要刮伤涂层表面尽管涂层有很好的耐刮擦能力,但仍需要注意既不要使板面受到其它板的剪切边缘或锋利的角的撞击,也不要使板面受到金属工具或其他利器的接触;开卷时避免磨损,在加工时钢卷
的张力必须注意维持一致。·成型处理时,若零件的形状复杂、变形程度较大,应采用多道次成型;加工时应根据模具形状、变形特点、工艺条件、涂层厚度等因素设定合适的间隙及变形速度,一些剧烈的成型工序如冲压较深,则可以通过涂油、涂蜡等方法提高涂层的润滑性。加工时产生的剪切边缘*腐蚀,因此,应采取必要的保护,可选择下列方法:
1)涂料保护 paint protection
使用空气干燥型**涂料进行保护
2)机械覆盖 Covered
使用金属材料或塑料覆盖
3)涂层清洁
Coating cleaning
使用中性洗涤剂如肥皂、酒精或苯清除各种污垢。避免使用酮、酯类溶剂、三氧乙烯等易损害涂层的物质。